![]()
このページでは、「捨てるなら, ダメモトで直してみる」をコンセプトに家庭用品を修理したページです。
新ページのお知らせ
















掲載データ
“禁転載”

ガステーブルの"バーナーキャップ"の修理
移 動: 消耗品のバーナーキャップ 故障の状況と対策 加工に必要な道具 土台部品を作る 部品の装着 カバーに穴あけ 燃焼確認 修理報告:ネジ交換 ステンレス製もある交換部品
リンク:
ステンレス製バーナーCとの違い
"バーナーキャップ修理
Siセンサーコンロのセンサー清掃
焼き網の交換
ガステーブル背面の汚れをガード
バーナー周りの清掃
消耗品のリンナイガステーブルのバーナーキャップ トップへ

プレートが外れたバーナー部分
リンナイ普及型のガステーブルのバーナーキャップのカバー(左写真の黒い部分)は、ホーロー製でできています。一見丈夫そうに思えますが、調理するたびに炎にさらされ、吹きこぼれなどでサビの原因に曝される部品です。ノーマルタイプの”バーナーキャップグレー/下部塗装なし”は、上部のカバー部分が鉄製でバーナー本体とCリングでつながれています。
このガステーブルの購入が2013.8.25日でしたのでこの壊れた時で3年が過ぎています。今回は、装着されていたMバーナーキャップの上の部品が取れてしまいました。結局、時間をあけてで左右が壊れてしまいました。破損したバーナーキャップカバー部分をよく見ると、バーナー本体と固定するためのカバーのフックが取れて無くなっていました。そのために、カバーがバナーに傾いて乗っており、空気の流れで炎のコントロールをしている様なので、炎がキレイに出なくなっていました。
このバーナーキャップはLowとHiの2口コンロ用で、既にHiバーナーカバーは壊れてしまったのでオリジナルと交換しています。交換部品は、壊れてしまった上部のカバーのみの入手は出来ず、全く問題のないバーナー部分込みのアッセンブリー(組み上げ部品)となっています。この部品はピンを外せば、カバー部分の交換が出来ます。消耗する部分のみ単体販売がされないのか不思議です。結局手元に残ったのは使用に問題の無いバーナー部分で、交換するたびにこの部品が沢山手元に残ってしまいます。こんな事なので加工して見ることにしました。炎をコントロールするバーナー部分は、オリジナルのままなので安心です。多少加工の難易度が高いので、興味のある方はご覧になってください。工具を持っていない方は、部品の購入をお勧めいたします。
この製品に使用できるバーナーキャップはメーカーの直販サイト「リンナイスタイル」を探してみると、ステンレス製がありました。こちらの製品は価格が1.5倍位ですが、素材の耐久性は良いかと思います。(別記事参照)
故障の状況と対策 トップへ

プレートの脚部分が腐食した状態
壊れたバーナーカバー部分は、使用する度に高温の炎にさらされて使用後に冷やされると行程が繰り返されています。この為にホーローで保護された鉄製の部品が段々劣化して最後にはボロボロになって壊れていきます。
構造をみると上の写真にあります様にバーナー本体に3ヶ所のカバーを止める台座が見えます。ここの間にCリングで、カバーのフックが架かる構造になっています。一番損傷が激しいのがこのフック部分で使っているうちにカバーを水平に固定するための脚部分が欠損していきます。
結果的にバーナー部分の中央に空いている穴から供給された燃焼の源となる空気の流れが正常に行われなくなってしまいます。これが燃焼の不調の原因と考えられます。そのためにも部品購入までの対策として、このカバーを水平になるように加工します。
加工に必要な道具 トップへ


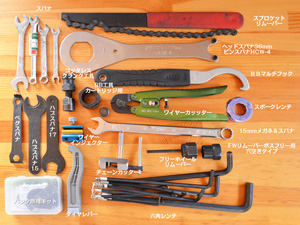
今回は切り口が綺麗なビクトリノックスの金ノコを使用します。 その他アルミ材カットには万力があると楽です。
加工道具は、左からマイクロドリルビット、金ノコ、ピンバイス、アルミ材(材料)あとは、金属ヤスリ、ボルトクリッパー、精密ドライバー、万力、ラジオペンチです。バーナーキャップのカバーはホーロー加工の鉄なので、電動ドリルとマイクロビット用アタッチメントがあると早く穴があきます。 またボルトクリッパーは8㍉にカットした材料を斜めにカットする時に早く切れます。(後にヤスリ掛けが必要)
【加工るす道具をamazonで調べる】修理部品と工具を見る
 リリーフ(RELIFE) 小径マイクロ ドリル刃セット 1.0~1.9mm 10本組 |
 クラフトツール 精密ピンバイス D 74050 マイクロドリル刃を 先端に固定でき手で 穴を空けられます。 |
 MCC ミゼットカッタ- MC-0020 太番手の針金のカット する時の必需品で軽く 切れます。 |
修理開始/土台部品を作る トップへ

幸いバーナー部分にはカバーを固定するために1ヶ所あたり一対(2つ)のステーが3ヶ所あります。今回はこの隙間を利用して水平にする為の台座を造ることにします。流れとしては、2㍉厚のアルミ素材がピッタリ嵌りますのでこの素材を加工します。次に固定する為に既存のCリングを利用します。

厚さ2㍉のアルミ板を8㍉幅でカットします。バーナーの内側に沿って斜めにカットします。
こちらは余っていたアルミ2ミリ厚のアングルを使用しました。万力で押さえて今回はきめの細かい刃のビクトリノックス・レインジャーの金ノコを使用します。アルミ材を固定する為に万力を使用します。8㍉幅でカットします。後に金属ヤスリで水平に慣らします。部品サイズは8㍉x9㍉位を3つ作ります。
製作した部品の装着 トップへ

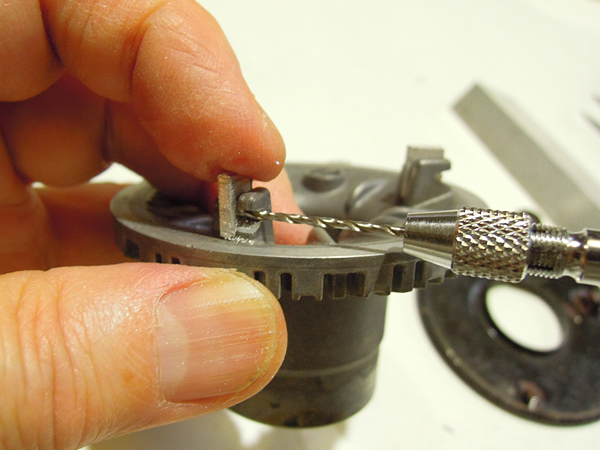
左ー作った部品をバーナー部に嵌め込んだ写真。 右ーその部品にCリング用の穴を空けます。

元のリングを装着
● 製作した2㍉厚の台形の部品をバーナーのマウントにはめ込みます。
● ちょうど良い場所にセットします。
● ネジ径より少し大きい1.5㍉程度のマイクロドリルで穴を空けます。
● Cリングを部品に通しマウントに箇所にセットます。
● マウントの高い方には切り込みがあります。リングをそこにはめ込み固定します。
● バーナー部の準備は終わりです。
ご注意:
バーナーキャップのカバーの穴あけは、左右から位置を確認して穴あけの印をつけておきます。バーナー部に取り付けたパーツの穴あけも、位置を確認しまず1ヶ所穴を空けます。他の2ヶ所をカバーの穴の位置からアルミパーツの位置が中央に見えるように位置調整をしてから中央にくるように穴あけをします。
バーナーカバーに穴あけ トップへ


切れ味の良いチタンコーティングドリルがあると楽です。ステーの取り付けた位置に上のカバーに穴を空けます。

● カバーがズレないようにバーナーを固定します。
● 1.4㍉(M1.4)直径3.5㍉長のネジを用意します。
● バーナー部のアルミステーに合わせて、カバーには1.5㍉の穴をあけます。
● 空けた穴から覗いて下のアルミ材の中央にカバーを位置決めします。
● ネジ直径1.4㍉に対して1.2㍉のドリルで造った部品に穴を空けます。


チタンコーティングドリルでネジ径より0.2㍉細い穴を取り付けたパーツに穴をあけ精密ネジ付けます。
● 1.2㍉に空けた穴にカバーの上から1.4㍉x3.5㍉のネジをネジ込みます。
● 1.4㍉(M1.4)直径3.5㍉長のネジを用意します。
仕上げと燃焼確認 トップへ

点火して炎の状態を確認します
バーナーキャップのカバーがガタツキが無いかを確認します。ガタがある時はネジ穴が浅い場合がありますから、さらに1.2㍉のマイクロドリルで穴を深く削ります。
精密ネジを再びネジ込んでカバーにガタツキがなくなったら完成です。
次に修理したバーナーキャップをガステーブルに戻します。バーナーに点火して、炎の状態に異常がないか確認します。
ちなみに今回の修理は、水平を保てなくなったバーナーカバーを2㍉のアルミ材をしようしてで作りました。バーナー部分には加工していませんので安心して使用できます。ちなみにカバーを止めているCリングでバーナー部の切り込みに本来と同じように引っ掛かっているだけです。今回の修理は、工作道具を持っている中級者向きになっています。
3年5ヶ月後の経過報告

3本のうちの1本が欠損しました
このバーナキャップの上のプレートは、3本のマイクロビスで留めてあります。このうちの1本の頭部分が、飛んで欠損しているのがわかりました。他の2本は問題ないようです。おそらく高温に曝される場所なのと、知らず識らずにプレートに鍋類などがぶつかってその衝撃でなくなったのかと思われます。
修理したのが、2016.10でしたので、それから3年5ヶ月後にこのような状態になりました。ガステーブルを購入してから3年で修理をしていますので、新品の標準のバーナーキャップを使ってから壊れるまでの期間とほぼ同じの期間となります。


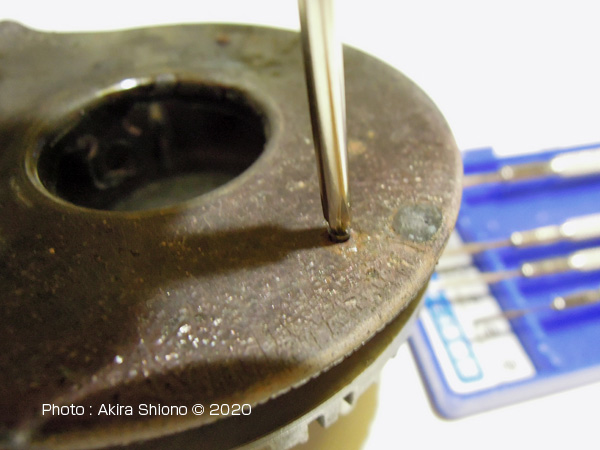
残ったマイクロネジとラジオペンチで掴み外したネジ
状態は上の画像の様な状態です。幸い幾分出っ張った部分が残っているのでどうにか作業が出来そうです。他の2本のネジは、まだ健在なので頭が飛んだこの部分のネジを外します。頭がないのでドライバーは使えませんし、残ったネジは短いので残念ですがロッキングプライヤーが使えません。今回はラジオペンチを使って、掴んで回します。上の写真が取り外したネジですが、空回りを数回したので上部分が削れています。
取り外したネジをよく見るとねじ込まれていたピッチ部分はまだ残っていますので、同じネジで修理が可能と思われます。

修理に使用したマイクロネジを、精密ドライバーで同じ場所にネジ込みます。

新しいマイクロネジで固定した
バーナーリングのプレート
この修理でおそらくまた使用可能期間が伸びると思いますが、バーナーリングのトッププレートの表面が、使用時にかなり高温に曝されています。よく見るとトッププレートの金属を保護するためにガラス質の釉薬を塗って焼いたホウロウ部分がかなり熱で溶けているように見えます。
このことから、次のトラブルの時期には今度は熱に強い「ステンレスタイプ」の交換を予定しています。
面倒の無いバーナーキャップ交換 トップへ

同規格なので安心です。
作業が面倒な方は、部品の交換が手っ取り早いです。先述しましたように、標準のバーナーキャップとステンレスのタイプが販売されています。写真のバーナーの標準バーナーキャップは、この修理した上部リングプレート部分が鉄にホーローを施した部品になります。しかしこのガステーブルより上位の機種は上部リングプレート部分がステンレス製になっています。交換するのであれば、耐久性のある素材が使われている、このタイプの方がオススメになります。
移 動: 消耗品のバーナーキャップ 故障の状況と対策 加工に必要な道具 土台部品を作る 部品の装着 カバーに穴あけ 燃焼確認 修理報告:ネジ交換0 ステンレス製もある交換部品
リンク:
ステンレス製バーナーCとの違い
"バーナーキャップ修理
Siセンサーコンロのセンサー清掃
焼き網の交換
ガステーブル背面の汚れをガード
バーナー周りの清掃
傷みが酷い場合にはカンタン部品交換
CHSのIROIROサイト:人気サイト トップへ